

News Center
Recommending Products


Contact: Mr. Jin
Tel: 13901575780
0512-52428686
Contact: Mr. Zha
Tel: 13913639797
0512-52422071
Address: No. 59, Huyi Road, Liantang, Shanghu Town, Changshu City, Jiangsu Province.
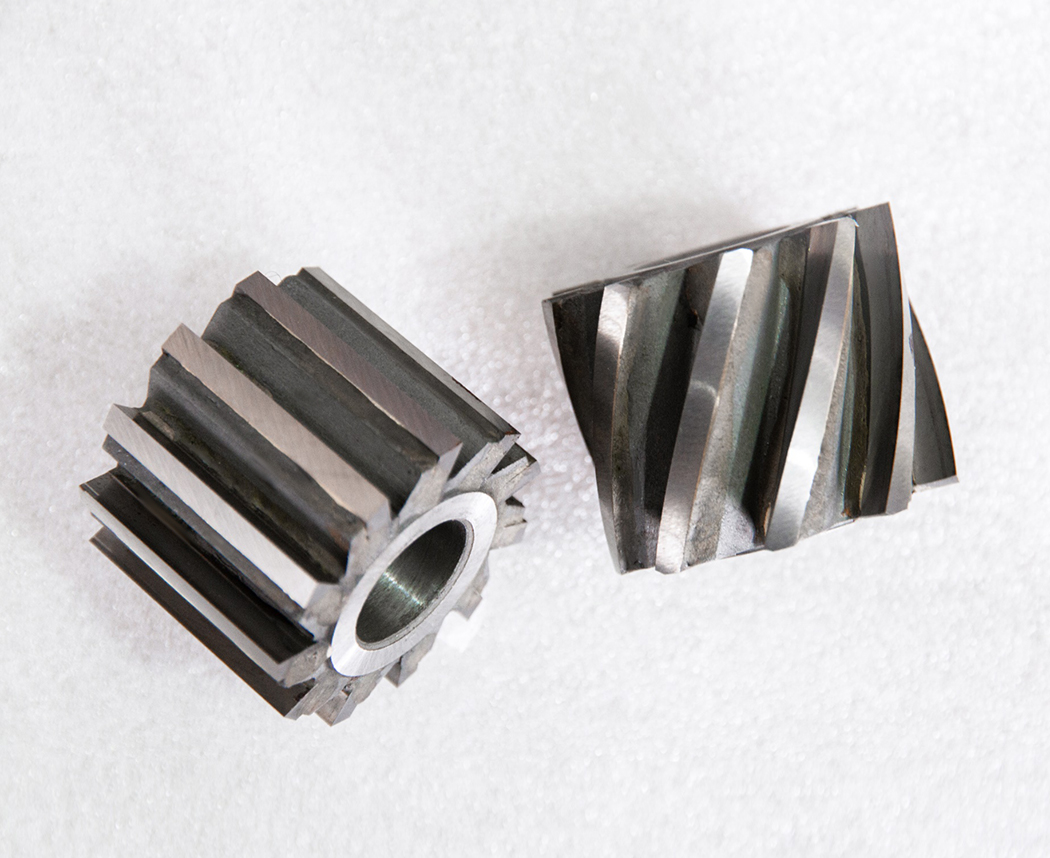
What should be noted when using tungsten steel heavy milling cutters
The core precautions for using tungsten steel heavy-duty milling cutters are speed and pressure control, cooling and lubrication, and anti collapse and anti loss measures. They should not only leverage their high hardness advantages, but also avoid damage caused by brittleness. The specific points to note are as follows:Sources:www.hncsjx.cn | PublishDate:2025.11.10
1、 Cutting parameter setting (key prerequisite)
The speed and feed rate should match the material. When processing workpieces with high hardness such as steel and cast iron, the speed should not be too high (to avoid high-temperature burning of the tool), and the feed rate should be moderate; When processing soft materials such as aluminum and copper, the feed rate can be appropriately increased to reduce tool sticking.
The cutting depth should be gradually increased, and the single cutting amount should not be too large (recommended ≤ 0.5mm), especially when machining hard materials or thin-walled parts, multiple cutting should be carried out to avoid excessive impact load causing the cutting edge to crack.
According to the tool diameter adjustment parameters, small diameter milling cutters (≤ 6mm) need to reduce their speed and feed rate to prevent vibration caused by insufficient rigidity.
2、 Cooling, lubrication, and heat dissipation
Special cutting fluids must be used, emulsion or semi synthetic cutting fluids are used for processing steel parts and stainless steel, and cutting oils are used for processing non-ferrous metals to avoid dry cutting (high temperatures can cause accelerated wear and chipping of tungsten steel blades).
Ensure that the cutting fluid fully covers the cutting area, promptly removes heat and chips, and prevents chip accumulation from scratching the workpiece or jamming the tool.
Avoid prolonged continuous cutting, and if necessary, stop the machine for cooling to prevent the tool from overheating and causing a decrease in hardness.
3、 Clamping and tool alignment specifications
The tool clamping should be firm, and the clamping length of the chuck should be ≥ 3 times the diameter of the tool to avoid vibration or tool throwing caused by too short clamping; Clean the impurities inside the clamp head before clamping to ensure a tight fit.
When aligning the tool, lightly touch the workpiece to avoid hitting the blade with excessive force. The accuracy of the alignment should meet the standard to prevent machining deviation or uneven force on the tool.
The workpiece clamping needs to be stable, especially for thin-walled and easily deformed workpieces, which require additional support to avoid the impact of workpiece vibration on tool life during processing.
4、 Usage environment and operational details
Avoid processing hard spots or impurities, clean the surface of the workpiece of oxide scale, sand holes, welds, etc. before processing, to prevent the blade from hitting the hard spots and cracking.
During the cutting process, observe the status. If there is any abnormal noise, vibration, or chip color (blackening or redness), immediately stop the machine and check the parameters or tool condition.
Prohibit high-speed idle cutting tools. When idling, the speed should be lower than the cutting speed to avoid tool damage caused by centrifugal force.
5、 Maintenance and Storage
Clean the chips and cutting fluid on the surface of the tool in a timely manner after use, wipe it dry, and apply anti rust oil to prevent rusting.
When stored, it should be placed separately in the tool box to avoid collision with other tools. The cutting edge should be protected and not directly in contact with hard objects.
Regularly check the condition of the blade. If there is wear or chipping, it should be sharpened or replaced in a timely manner. Do not continue to use it (it will aggravate damage and affect processing quality).